






穿孔压力如何像按压制动器一样
新的工具,机器设计和软件使复杂的形式成为可能

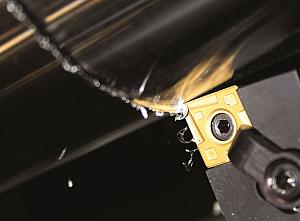
图1这一切割和形成的块是完全创建在一个冲床上的单一设置。模具和机器设计的进步使这成为可能。
有些羞于在冲床上使用形式工具,特别是那些创造高形式,如法兰,和历史上他们有很好的理由害羞。在老式机械冲床上成型会产生问题,主要是因为必须对模具进行手动机械调整。而且,很多成形都是不可能的,因为机械是用飞轮驱动的,所以没有办法把冲压件压下去。
每件事的时机都可能变得复杂,看到挂起的工具拉起材料在他们的回击并不罕见。他们通常不会给你所需的确切表格。表单工具背后的理念是非常优雅的,因为它们允许您消除那些昂贵的二次成形操作。但是如果你在你的主要冲孔操作中经常有一个工具崩溃,很多节省下来的钱就会被抛到一边。
这些年来,冲孔机和它们的工具都变得更加精确。冲床液压系统可以控制工具的位置,允许您编程悬停高度,您需要执行各种成型操作。因为冲头不再需要执行完整的回冲程,您可以更可靠地执行复杂的形式——无论是用车轮工具,铰链工具,弯曲工具,或任何其他工具图1和2).例如,打孔机可以下降到形成肋骨所需的确切位置,可以使用卷筒工具,使您可以在孔周围或其他地方围绕孔或其他所需的精确高度。
几年前发生从机械到液压冲压机的过渡,但最近的两个创新已经解决了一些仍然存在一些挑战。一个涉及编程,而另一个涉及生产更高的形式,例如凸缘超过一英寸或两个高。如今,打孔机可以在钣金上创建弯曲,直到最近只能产生压力机。
新冲床设计
要在传统的炮塔打孔机上形成,您可能只有0.984英寸的间隙,甚至更少。该空间的一部分由表格模具占据,稍微抬起材料,然后您具有材料厚度。有些工具允许您使用该清除的重要部分,但通常可以在空间中可靠地执行表格,这些空间只有50%的总清除量减去材料厚度。那并不多。
然而,新的冲床设计有考虑成形的间隙。一些系统的空间高达3英寸。从下模到上模的成形空间。这允许显著的成形和弯曲,如高达3英寸的法兰。高。而如果法兰弯曲到小于90度互补(如图1所示),法兰尺寸可以更长。
这些印刷机没有传统的炮塔设置,而是使用所谓的工具更换器设计。在标准炮塔设计中,纸张在上炮塔之间运行。这提供了快速的换刀,当然 - 这就是为什么炮塔的发明 - 但同时,设计本身限制了空间,在某些情况下,部分干扰会导致问题存在问题。这只是野兽的本质。
在换刀式冲孔机中,较低的旋转盘在刷桌下面,模具出现并通过一个模具滑槽在操作期间需要的时候缩回。这意味着凹模向下移动,这对许多成形操作是很重要的。例如,形成一个百叶需要一个高的底部模具,当它在桌子周围移动时,会刮伤材料。更换工具的机器通过让模具向下移动和离开击打之间的方式来阻止这一点。
如何打击弯曲工具工作
所有这些都为更多的成型可能性打开了大门,不仅是肋骨,百叶,和其他短形式,但也那种高法兰,你通常会形成一个压闸(见图3).在冲床上的弯曲冲床和模具是一个面板折弯机和压机制动器的混合,混合了一些独特的属性。冲头看起来有点像一个微型按住工具在面板弯,而模具有一个V的几何形状,就像你会发现在一个压闸模具(见图4).
模具的主体看起来有点像一个朝上的吃豆人,并且它在弯曲过程中会旋转。这种旋转使工件与固定的上凸模对折,而模具的旋转程度决定了弯曲角度(见图5).你可以实现的半径取决于v型模具的设计,这可以在从制造商订购工具时确定。或者,如果你需要达到一个特定的半径,比如一个深度半径的弯曲,模具会在一定程度上旋转,随着工件的逐渐前进撞击金属。这是凹凸弯曲,冲压式的。

图2控制冲床冲压运动的能力打开了一扇门,在冲床上形成更多的可能性。
公差是非常严格的,在机器的定位精度和工具的加工精度,类似于现代冲压制动精密工装上的公差。印刷机操作员也可以输入厚度的变化。假设某批材料在厚度公差窗口的下端,而下一批材料在高端,如0.055 in。为一个批次和0.061英寸。另一个批处理。这可以造成不同的弯曲角度,但只要操作员检查板材厚度,并使参数改变程序,机器可以解释它。程序代码中的一个变化(通常在G06行中)告诉ram在执行它的操作之前要下降多远。
除了3。身高限制,还有其他限制因素需要考虑。不像一个压闸操作,一个冲床不能翻转一个部分,所以一个部分与积极和消极弯曲可以产生问题。此外,弯曲的角度通常限制在90度或更少;在大多数情况下(取决于您所拥有的工具),大于90度互补的急性弯曲是不实用的。由于吨位的限制,材料只能这么厚。这是不同的,取决于你的冲床和模具,但通常它是大约0.118英寸。
编程策略
当你在冲床上弯曲时,你的编程选项很多。传统上,你编程的形成序列在一个点上,它不会干扰任何其他部分。这通常意味着你是在一个巢的冲孔序列的末尾形成的,在大多数或所有的平面冲孔完成之后。
在这一点上,你可以决定一次弯曲所有的法兰在一个部分。你切割型材,留下标签连接到巢,以确保部分的稳定性;弯曲凸缘;然后执行最后的冲孔,以削减标签和释放的部分,以便它可以滑下溜槽。如果你想尽快将成型的部分从蚁穴中取出以避免与工具的碰撞,那么这种策略可以很好地发挥作用。
或者,你可以冲孔型材(减去标签的材料)在多个部分上-说,所有的部分在一排形成弯,然后送他们所有下斜槽与最后的冲孔切割标签。这一策略减少了刀具的更换次数,因此可以减少循环时间,但只有在法兰和刀具之间没有干涉的危险时才有效。
折边板在弯曲过程中保持部件的稳定,但是你把这些折边板放在哪里,它们的宽度,数量,以及它们如何切割取决于法兰的几何形状。有些零件可能只需要零件平坦部分的几个或甚至一个标签。其他时候,折弯操作本身也会使切片断裂。这在凹凸弯曲时很有用。在这样的一个序列中,保持在适当位置的微片断裂,在最后一次撞击后,部分断裂并滑下滑槽。
编程还需要考虑这些部件如何准确地滑下滑槽。例如,如果一个大的,沉重的,有一个高法兰滑下滑槽不正确,它的着陆可能足够粗糙,以改变其弯曲角度轻微;或者它可能会落在其他成型的零件上,有足够的力量来改变它们的弯曲角度。你可以通过修改程序来克服这些问题。
软件的作用
可以手动编程所有这些变量,但它可能是复杂且耗时的。有很多细节需要考虑,包括旋转弯曲工具的方法(工具集旋转360度以与编程的弯曲线对齐);如何定位和排序一切以避免干扰;使用哪种弯曲工具使用的宽度,具体取决于您在库中的工具以及您需要的弯曲长度。在更具挑战性的情况下,手动编程可能不会非常有效,实际上可能会花费更少的时间来形成压力机上的法兰,特别是如果这些部件留在制动器中,无论如何剩下的剩余弯曲。
这就是最后一个难题发挥作用的地方:可以自动确定冲孔和弯曲顺序的软件。有了这样的软件,你可以将你想要在冲床上弯曲的零件的三维模型输入软件,它会根据机器上可用的工具,展开零件并建议冲压和弯曲的策略。脱机程序的工作原理类似于脱机弯曲编程的冲压制动器。它可以看到干涉点,知道该工具需要如何旋转,并以一种有效的方式对其进行排序。作为一名程序员,您可以接受软件的建议,或者手动调整它以满足您的需要。
更多的选项,更大的吞吐量
除了焊接外,弯曲仍然是Fab商店中最常见的瓶颈之一,这就是缩短或消除弯曲操作的原因非常有意义。调整设计,使其可以形成在冲压机上 - 是稍短的法兰高度,不同的弯曲位置,或其他任何东西可以帮助以戏剧性的方式降低部件成本。

图3这些部件看起来好像是在冲床上形成的,但实际上是在冲床上弯曲的。
当然,打孔机将无法形成每个部分,但它可以帮助缓解弯曲瓶颈。打孔机不是按压制动器,但对于正确的应用,它可以像一个这样的操作。



{kind=link}