






靠在炮塔冲床上
关于冲压增值的假设故事

如果他将准时发布生产会议,生产经理需要进行移动。从桌子上推开,他认为这些会议常常如何令人不愉快。一切都是反应性的。他的团队报告了火灾,并讨论了他们如何把它们放出。
那是在改变之前。
他向聚集在一起的人们问好,并宣布会议开始。以典型的方式,团队成员报告过去一周出现的问题,并分享他们实现的解决方案。他们为下周制定计划,并讨论预期的瓶颈。会议结束时,他环视了一下房间。他们是公司成功的原因。
小工作,新问题
三年前公司陷入严重困境时,会议并没有这样顺利进行。他们多年来享受的大量长期订单已经枯竭。销售团队将高度可变、低量、短交货期的工作带到车间。生产经理想知道他们将如何在这些工作中生存,因为炮塔冲孔生产团队无法支持这种类型的工作,更不用说盈利了。事情需要迅速改变。
短期工作使得消除炮塔上的非增值时间变得更加重要。在过去,这类活动可能被掩盖起来,可以这样说——在长期工作中摊销,最终只占总成本的很小一部分。很快情况就变得明朗起来。对于小批量、高度可变的产品,这样的活动将增加总体工作的主要成本。减少非增值活动成为管理的优先事项,需要来自各个部门的合作努力,包括工程、编程、制造、生产和质量控制。
当前状态并不有效。刀具更改 - 依赖于操作员查找该工具,请准备使用,并在新闻中安装它。设置时间取决于特定个人的组织和技能,他还需要记住炮塔中的哪个工具。通常,操作员将在控件下调整程序,因为所需的工具在另一个站。这种最后一分钟的程序更改为质量问题创造了机会。换句话说,他们只是等待发生的错误。
要开发固定的炮塔布局,它们可以在可用于打孔产品的工具周围标准化编程实践。然而,这提出了关于平衡生产力和质量的讨论。例如,代替使用标准工具,特殊应用工具可以提高质量,并且即使需要额外的工具转换,也可能更快。该团队决定在新的可塑过程中达成协议,在此期间,他们将在向制造业介绍之前,他们将审查所有新产品和计划。
他们发现为许多车站开发一个标准的塔楼配置,相对简单,因为他们已经使用了相当多的常用工具。但随着众多不同产品的秩序,该团队可针对某些产品进行可变和特殊应用打孔工具。
该团队仔细研究了工具选择,不仅考虑单个部分几何形状,还考虑整个纸张巢和整体零件流量。工具转换可能会增加作业在炮塔冲床压力机上花费的时间,但如果新工具完全消除二级操作,则整体制造时间的显着降低将使额外的刀具更改成本效益。
捕捉巢穴
他们首先检查了床单窝。一些新的作业需要具有形状和特征的零件轮廓,这使得使用可用的工具很难或不可能实现有效的嵌套布局。如果可能的话,他们会在同一条线上嵌套零件,但零件仍然需要微接头来保持板材的完整性。如果一个微关节在加工过程中损坏,导致零件翘起并造成干扰,团队成员就会添加更多、更大的微关节。这种所谓的“修正”实际上导致了更多的非增值活动。操作人员只需花更长的时间摇动压床上的薄片,以打破众多的微接头。更大的微关节也需要更剧烈的震动,这增加了损伤部件的机会。

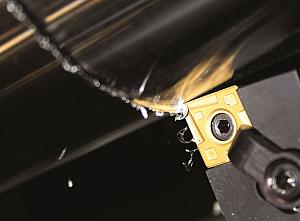
图1:专用工具可以打孔“捕捉线”,以便在冲压后拼写或暂时连接到下游处理。
在这里,专业的工具发挥作用。该团队在标准分散工具上使用了一个变型,该工具具有线性V线模板,进入上部和下部工具的面部。当工具穿透纸张时,它们在片材的上表面和下表面中创建一系列弱点(卡扣线)。这允许操作员从纸张的其余部分快速捕捉无脉冲部分(参见图1)。
捕捉线也可用于压力制动器操作器。通过创建小部件的巢并保持它们,它们可以在压力机上同时弯曲。弯曲这些小部件变得更加高效,更安全,因为按压制动器操作员没有单独处理它们。如果优选,在巢中形成或留在巢中,则各个部件可以被扣除。
在其他情况下,几个小部件可以在涂料线上悬挂为一个单位而不是单独的部件。在这里,打孔编程团队更具创意:它们在某些部件上编程以切割油漆钩形状,再次被禁用时留下无脉冲边缘的捕捉线。绘画后,操作员只需从涂料钩功能上捕获(见图2)。
啃效果
要少量数量并减少工具变化的数量,团队意识到他们需要诉诸更多的啃食,这反过来需要更多的去毛刺。要解决该问题,他们添加了另一个专门的工具,该工具在仍在按下时仍然将滚子脱落,消除了二次处理。捕捉线足以使去毛刺工具在不损害巢的情况下滚动。
洞是另一个挑战。如此小的批量尺寸和不同的零件,他们如何能减少刀具的更换,同时高效地冲孔如此广泛的孔?对于大孔,另一种多用途工具开始发挥作用。在冲头的圆周上有四个半径的四边形刀具可以快速地咬入许多零件上常见的不同尺寸的大直径孔。这就避免了每一个孔尺寸都需要特定的工具。
标准和可变工具
团队将标准炮塔工具与每个作业不使用的可变工具分开。它们使工具安装更有效地通过分离到炮塔的指定区域,包括用于可变工具的几个相邻站。
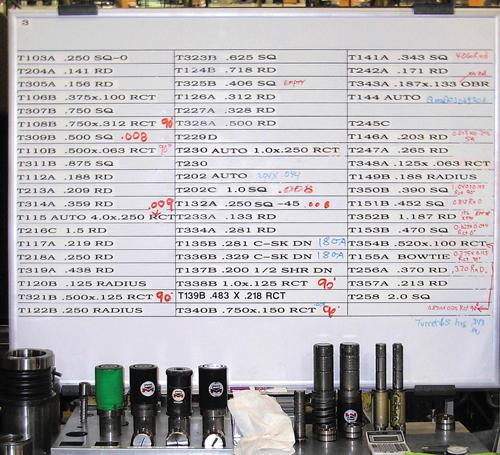
该编程和制造团队开发了白板,列出每个冲床的所有炮塔数量(见图3)。他们用工具的形状、大小和方向永久标记标准工位,并在模具间隙留下可用的空间,用白板笔书写。他们还为可变工具站留下了开放空间;当操作员为一项工作安装这些可变工具时,他就可以把细节(工具尺寸、形状、方向、模具间隙)写在白板上。
该团队还将两个站专用于Multitool汇编,这主要允许运营商同时更改几个工具。一个Multitool举行的工具,用于执行初始刺穿的工具,随后由柜台链接紧接,根据许多商店的客户。
在每个设置表上都突出显示可变工具。事实上,团队的目标是为该设置表来旅行,而没有变量工具所需的作业。预计工作人员将把Setup Shore和Drameter工具带到操作员,然后在以前的工作完成后立即更改工具。
必须碰巧使这一点成为可能。
工具室管理
以前,转塔压力机操作员寻找过多的毛刺或剥离问题,作为一个工具需要锐化的迹象。钝的工具造成的延迟剥离有时坏到足以导致整个薄片被从工人手中拉出。
当操作员看到拳打需要注意时,他会删除并锐化它们。问题是刀具条件在需要削尖时确定。当操作员执行维护时,这反过来是中断的生产。这都是反应性的,而不是主动。
作为第一步,团队组织了一个集中式工具室。工具室人员检查,维护和存储工具,包括所有标准工具站的备份工具集。本质上,他们确保工具在需要时准备好。
他们还利用了击中柜台。使用HIT计数器功能的警报标记出版物中的工具,该功能告诉操作员在特定工具达到预定维护阈值时通知工具室。然后,刀架将替换工具向新闻运营商发送替换工具,谁将在下一个设置期间执行转换输出。然后,压力机将磨损的工具返回到工具室。如果在锐化之前工具可能会变得更长,则工具室人员将建议操作员将命中计数更改为新的更高值。
新的方式
生产经理知道,如果没有这些改进,今天的生产会议不会进行得这么顺利。他的团队了解商店的能力,最重要的是,向销售团队传达这些能力。
精益计划增加了商店的容量,销售人员帮助商店用新工作填补增加的容量。销售团队从生产团队获得的支持使他们能够提供有竞争力的报价、创造性的流程、稳定的质量和快速的交货。
该计划就到位了。更多的小体积和(经常)更高的边缘工作即将到来。事情再次工作,公司的资产负债表显示。
在快速会议之后,生产经理和他的团队返回工作 - 没有火灾,只有组织系统来管理和改进。


{kind=link}
{kind=link}